[VIP第1年] 指数:3
[VIP第1年] 指数:3
印花辊、熔喷模头和超声波熔接机是机加工行业的三大网红产品。对于熔喷模头的制造来说,加工喷丝微孔是关键难点。全球能生产精密熔喷模头的企业主要在日本和德国,现在国产的也不错。熔喷布挤出模具加工参数与要求:微孔要求:Φ0.20~Φ0.25mm,深度2.5~4mm不等工件材料:4Cr13(硬度HRC28~32)微孔钻头:Φ0.2x3.5mm、Φ0.25x4mm加工难点:钻头寿命低,加工效率不足那么,口罩熔喷布喷丝板上的小孔能用什么设备加工呢?一起看下日本卡森微孔加工喷丝板制作全过程,对于各种孔的加工都有讲到:但是喷丝板不只是生产熔喷布设备用的,还用于各种化纤的生产设备。通过将原料复合,实现了对单一种类的树脂无法生产的高机能纤维,如:超细纤维、导电纤维等的生产。天津干法纺丝喷丝板聚丙烯

微泰利用飞秒激光螺旋钻削技术生产喷丝板具有多方面优势:加工精度高:孔径精确:能加工出极小且尺寸精确的喷丝孔,可做到5微米的微孔,公差能控制在±2微米,这对于化纤生产中对喷丝板孔径精度的高要求是极为关键的。精确的孔径能够确保纤维的粗细均匀度,提高化纤产品的质量。孔形规则:该技术使喷丝孔的形状规则、圆度高,孔壁光滑。光滑的孔壁有利于熔体或溶液的均匀挤出,避免因孔壁的瑕疵或不规则导致的流体流动不畅,从而生产出表面质量更好、性能更优的纤维。加工效率高:快速钻削:飞秒激光螺旋钻削技术的加工速度快,能够在短时间内完成大量喷丝孔的加工。与传统加工方法相比,缩短了生产周期,提高了喷丝板的生产效率,满足化纤行业大规模生产的需求。可批量加工:借助先进的设备和控制系统,该技术可以实现喷丝板的批量加工,并且保证批量生产的喷丝板具有高度的一致性。加工灵活性强:适应多种形状:不仅可以加工常见形状的喷丝孔,对于复杂形状和特殊要求的喷丝孔也能轻松应对。能够在喷丝板上进行三维加工,实现喷丝孔在空间上的不同排列和分布,为设计和生产特殊结构的喷丝板提供了可能。对材料损伤小,避免了因热效应导致的喷丝板材料变形、烧蚀等问题。山东微孔加工喷丝板建筑工业将热可塑性树脂加热熔解,通过一定的速度,在空气中或水中,通过喷丝板挤出,冷却凝固成纤维的纺丝方法。

激光加工喷丝板具有诸多优点。首先,精度极高。能在喷丝板上加工出孔径微小且均匀的喷丝孔,可精确控制孔径在微米量级,确保纤维粗细均匀一致。同时,孔形规则,圆度高,孔壁光滑,有利于熔体或溶液均匀挤出,提升纤维质量。其次,加工效率高。激光打孔速度快,几秒甚至更短时间就能加工一个孔,每秒可加工多个孔,缩短生产周期。还能批量加工,通过编程实现自动化操作,提高产能。再者,灵活性强。可加工各种形状的喷丝板,包括异形和特殊结构的。能根据不同材料和需求调整激光参数,满足多样化生产。另外,材料适应性广。适用于多种喷丝板材料,如不锈钢、合金钢等,调整参数即可获得良好加工效果。环保节能。非接触式加工不产生废水、废气等污染,对环境友好。且能源利用率高,降低生产成本。同时对喷丝板损伤小,避免机械应力导致的变形损坏,保证质量和使用寿命,为化纤生产提供了可靠的关键部件加工方式。微泰喷丝板,利用自主技术,飞秒激光螺旋钻孔系统和独有ELID,飞秒激光抛光技术,生产各种超精密喷丝板。可加工出各种形状的微孔,能加工直径为 5 微米的孔,孔距可达 0.3 微米,圆度能够达到 95% 以上。还能进行MAX 10 度角的倒锥孔加工以及三维加工。
微泰利用飞秒激光高速螺旋钻削技术,加工喷丝板有以下优势:高精度微孔加工能力可加工直径达5微米的微孔,公差能控制在±2微米以内,孔距可至0.3微米,所加工孔的圆度高达95%以上,这种超高精度的微孔加工能力,使其能够满足喷丝板等对微孔精度要求严苛的产品加工需求.多种形状微孔加工能够加工出各式各样形状的微孔,包括但不限于圆形、矩形、扇形等普通形状,以及各种异形微孔,还可以进行锥度、直锥度、倒锥度等特殊几何形状的微孔加工,通过调整激光束的入射角和焦距,可实现产业所需的各种形状的加工,甚至能够进行三维加工,为不同行业的多样化需求提供了有力支持。材料适应性广,可以对多种材料进行加工,如金属、陶瓷、蓝宝石、超硬材料、PCD等,从树脂系列到金属系列,再到陶瓷系列,均不受限制,为不同领域的应用提供了更多可能。***的孔壁质量不仅能够加工出高精度的微孔,还可对孔壁进行抛光处理,使其光滑无比,有效减少了微孔内壁的粗糙度,提高了产品的质量和性能,对于一些对流体通过性或表面质量要求较高的应用场景,如喷丝板,具有重要意义。激光加工可以在不规则的表面上加工出任意的孔型,孔径可以做到微米量级。

纺丝机上安装于纺丝组件末端的金属帽。又称纺丝帽、喷丝帽、纺丝头。有圆形、锥形和帽形。上有毛细孔(喷丝孔)或狭缝,是湿法纺丝机和干法纺丝机上的精密零件。纺丝原液经烛形过滤器压入喷丝头组件,从孔中挤出后在凝固浴或热气流中固化成为纤维。喷丝头通常采用组合式,又称喷丝头组件,由几个至数十个小喷丝帽组成。喷丝头按形状主要分两类:①圆形喷丝帽,呈礼帽形,按其底部形状可分为平底形和球底形。平底喷丝帽应用较广,根据外径大小,又分为直壁帽形和斜壁帽形两种。干法纺丝法是将树脂通过溶剂溶解,再通过喷丝板小孔挤出,通过热风将溶剂气化,变为纤维的纺丝方法。山东微孔加工喷丝板建筑工业
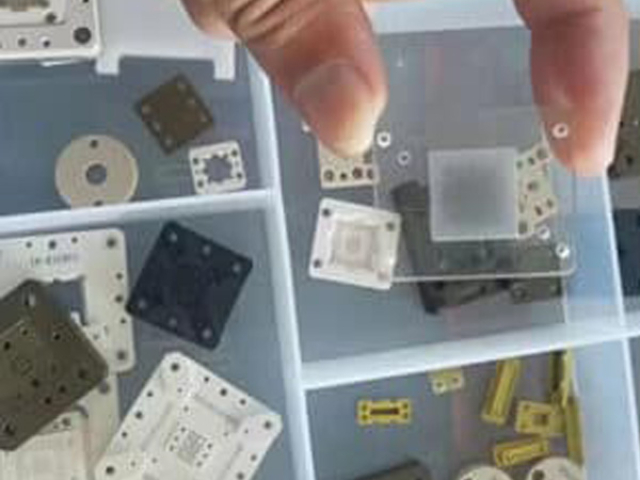
喷丝板可分普通型,其中又可分为熔纺喷丝板(其外形有圆形、矩形、扇形)和湿纺喷丝板(又称喷丝帽)。天津干法纺丝喷丝板聚丙烯
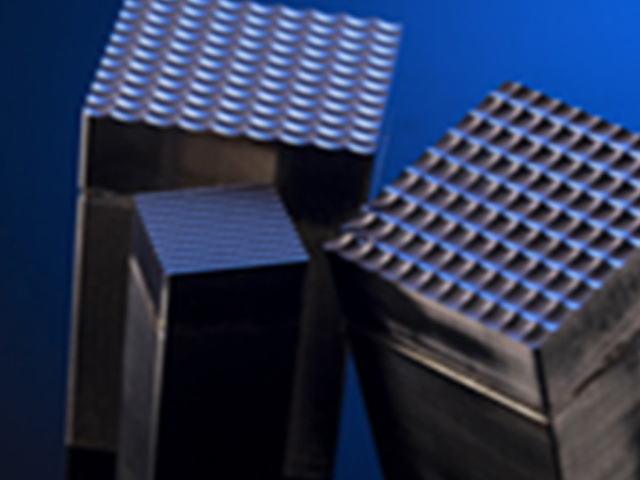
喷丝板主要有以下几种常见种类及相应加工难度:一、圆形喷丝板这是较为常见的一种,其喷丝孔呈圆形均匀分布在板面上。加工难度在于需精确控制各孔的直径、间距及同心度,保证喷出的丝均匀。钻孔时要确保高精度,对钻孔设备要求较高,稍出差错就可能导致丝的粗细不均或分布紊乱,一般加工精度能达到较高水平,但大规模生产时要持续保持精度有一定挑战。二、矩形喷丝板喷丝孔以矩形阵列排列。加工难点在于要保证孔的直线排列整齐度以及各孔尺寸的一致性。在切割、钻孔等加工环节,需严格把控工艺参数,不然易出现孔位偏差、孔径误差等问题,影响丝的质量和排列效果,整体加工难度相对圆形喷丝板略高一些。三、异形喷丝板其喷丝孔形状不规则,如椭圆形、多边形等。这类喷丝板加工困难,不仅要实现复杂形状孔的成型,还需考虑各异形孔之间的合理布局与衔接,通常需借助先进的加工技术如电火花加工、激光加工等,且要经过多次调试和优化才能达到较好的加工效果。微泰采用飞秒激光高速螺旋钻削技术。应用扫描仪,可以在任何位置自由调整聚焦点,还可以调节激光束的入射角,从而实现锥度、直锥度可以进行倒锥度等。本系统通过调整入射角和焦距,可以进行喷丝板所需的各种形状的加工。天津干法纺丝喷丝板聚丙烯
文章来源地址: http://jxjxysb.spyljgsb.chanpin818.com/jwjjg/jgjg/deta_27192034.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。