[VIP第1年] 指数:3
[VIP第1年] 指数:3
JohnTimken在1899年将公司交给儿子掌管时提出忠告:“如果想要在任何领域别人,就必须拥有的思想、孜孜不倦地奋斗、积极进取并保持坚定的意志。”这种企业家理念无疑帮助了年轻的W.R.和H.H.Timken将新开发的圆锥滚子电主轴技术推向市场,帮助公司业务实现蓬勃发展。现在,我们可以毫不夸张地说,了解电主轴产品的任何客户都知道Timken,并且会因为这个名字联想到品质。即使公司版图已扩张至全球各地,产品系列和专业领域也在不断扩大,但注重质量仍然是每位铁姆肯公司员工的立身之本。铁姆肯公司还为其产品制定了统一的全球标准,不断在研发、培训、流程改进方面大力投资。铁姆肯公司帮助定义了行业质量标准。铁姆肯公司通过与美国电主轴制造商协会和国际标准化组织(ISO)合作,帮助定义了所属行业的品质并制定了设计标准。南京英制圆锥滚子轴承报告。上海圆锥滚子轴承售后

日常维护六,电主轴的径向游隙越小越好吗?不是所有的电主轴都要求小的工作游隙,您必须根据条件选用合适的游隙。国标4604-93中,滚动电主轴径向游隙共分五组-2组、0组、3组、4组、5组,游隙值依次由小到大,其中0组为标准游隙。基本径向游隙组适用于一般的运转条件、常规温度及常用的过盈配合;在高温、高速、低噪声、低摩擦等特殊条件下工作的电主轴则宜选用大的径向游隙;对精密主轴、机床主轴用电主轴等宜选用较小的径向游隙;对于滚子电主轴可保持少量的工作游隙。另外,对于分离型的电主轴则无所谓游隙;电主轴装机后的工作游隙,要比安装前的原始游隙小,因为电主轴要承受一定的负荷旋转,还有电主轴配合和负荷所产生的弹性变形量。上海圆锥滚子轴承售后上海沃安精密轴承有限公司为您提供轴承,有需要可以联系我司哦!

日常维护四,在润滑电主轴时,油脂涂的越多越好吗?润滑电主轴时,油脂涂的越多越好,这是一个常见的错误概念。电主轴和电主轴室内过多的油脂将造成油脂的过度搅拌,从而产生极高的温度。电主轴充填润滑剂的数量以充满电主轴内部空间1/2~1/3为宜,高速时应减少到1/3。五,如何安装和拆卸?安装时勿直接锤击电主轴端面和非受力面,应以压块、套筒或其它安装工具(工装)使电主轴均匀受力,切勿通过滚动体传动力安装。如果安装表面涂上润滑油,将使安装更顺利。如配合过盈较大,应把电主轴放入矿物油内加热至80~90℃后尽快安装,严格控制油温不超过100℃,以防止回火效应硬度降低和影响尺寸恢复。在拆卸遇到困难时,建议您使用拆卸工具向外拉的同时向内圈上小心的浇洒热油,热量会使电主轴内圈膨胀,从而使其较易脱落。
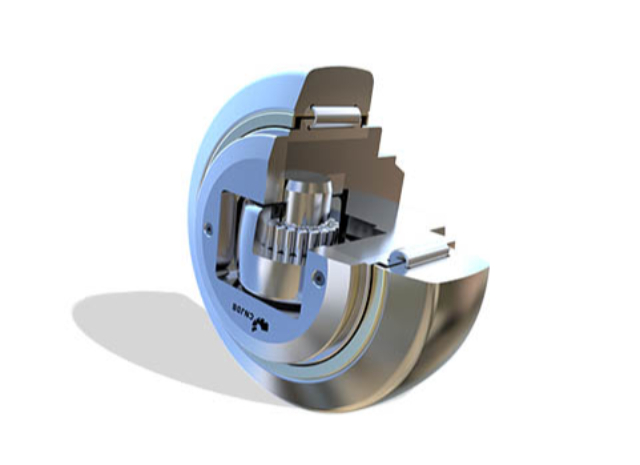
滚针电主轴是带圆柱滚子的滚子电主轴,相对其直径,滚子既细又长。这种滚子称为滚针(滚子长度为直径的3~10倍,直径一般不大于5mm),因此径向结构紧凑,其内径尺寸和载荷能力与其他类型电主轴相同时,外径小,特别适用与径向安装尺寸受限制的支承结构。根据使用场合不同,可选用无内圈的电主轴或滚针和保持架组件,此时与电主轴相配的轴颈表面和外壳孔表面直接作为电主轴的内.外滚动表面,为保持载荷能力和运转性能与有套圈电主轴相同,轴或外壳孔滚道表面的硬度,加工精度和表面和表面质量应与电主轴套圈的滚道相仿。此种电主轴可用于万向节轴,液压泵,薄板轧机,凿岩机,机床齿轮箱,汽车以及拖拉机机变速箱等。无锡轴承,上海沃安精密轴承有限公司为您提供,欢迎新老客户来电!

电主轴按其滚动体的种类,分为:1)球电主轴----滚动体为球:2)滚子电主轴----滚动体为滚子。滚子电主轴按滚子种类,又分为:圆柱滚子电主轴----滚动体是圆柱滚子的电主轴,圆柱滚子的长度与直径之比小于或等于3;滚针电主轴----滚动体是滚针的电主轴,滚针的长度与直径之比大于3,但直径小于或等于5mm;圆锥滚子电主轴----滚动体是圆锥滚子的电主轴;调心滚子电主轴一一滚动体是球面滚子的电主轴。电主轴按其工作时能否调心,分为:1)调心电主轴----滚道是球面形的,能适应两滚道轴心线间的角偏差及角运动的电主轴;2)非调心电主轴(刚性电主轴)----能阻抗滚道间轴心线角偏移的电主轴。电主轴按滚动体的列数,分为:1)单列电主轴----具有一列滚动体的电主轴;2)双列电主轴----具有两列滚动体的电主轴;3)多列电主轴----具有多于两列滚动体的电主轴,如三列、四列电主轴。电主轴按其部件能否分离,分为:1)可分离电主轴----具有可分离部件的电主轴;2)不可分离电主轴----电主轴在终配套后,套圈均不能任意自由分离的电主轴。上海沃安精密轴承有限公司为您提供轴承,期待您的光临!上海铁姆肯轴承配件
江苏丝杠组合轴承报告。上海圆锥滚子轴承售后
1.钢球的加工过程,钢球的加工同样依原材料的状态不同而有所不同,其中挫削或光球前的工序,可分为下述三种,热处理前的工序,又可分为下述二种,整个加工过程为:棒料或线材冷冲----挫削、粗磨、软磨或光球----热处理----硬磨----精磨----精研或研磨----终检分组----防锈。2.滚子的加工过程滚子的加工依原材料的不同而有所不同,其中热处理前的工序可分为下述两种,整个加工过程为:棒料车加工或线材冷镦后串环带及软磨----热处理----串软点----粗磨外径----粗磨端面----终磨端面----细磨外径----终磨外径----终检分组----防锈。3.保持架的加工过程保持架的加工过程依设计结构及原材料的不同,可分为下述两类:(1)板料→剪切→冲裁→冲压成形→整形及精加工→酸洗或喷丸或串光→终检→防锈(2)实体保持架的加工过程:实体保持架的加工,依原材料或毛坏的不同而有所不同,其中车加工前可分为下述四种毛坯型式,整个加工过程为:棒料、管料、锻件、铸件----车内径、外径、端面、倒角----钻孔(或拉孔、镗孔)----酸洗----终检----防锈。上海圆锥滚子轴承售后
文章来源地址: http://jxjxysb.spyljgsb.chanpin818.com/zhoucheng/gdzc/deta_27801134.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。